GDSOLID贴片胶施工工艺
贴片胶可以用针头转移法、网板印刷法、点胶法来施工,较常用的为后两种。
网板印刷
(1)基本理论:同一红胶在同一厚度钢网上,因缝宽不同,得到的胶点高度并不相同,用图2、图3来描述:
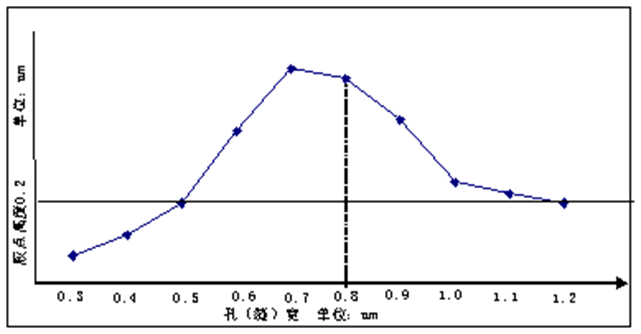
图2
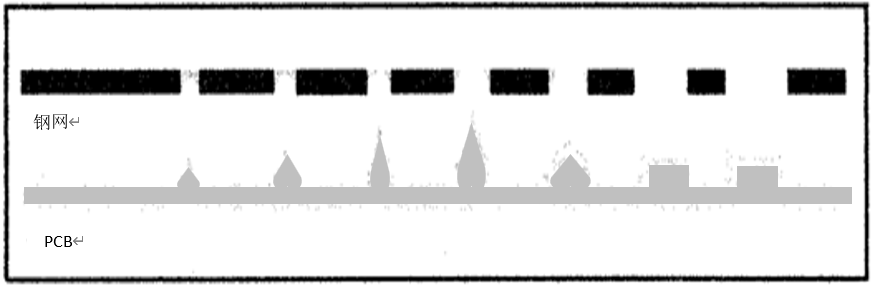
图3
(2)网板材料以钢板为主,近来也出现塑料网板。
钢网厚度一般在0.15~0.20mm之间,缝宽0603元件为0.25~0.28mm,0805元件为0.30~0.33mm,缝长则为焊盘加长10%左右。
(3)刮胶速度根据GDSOLID红胶粘度不同而有所变化,粘度越高,则速度越慢,粘度越低,则速度越快,速度在0.5cm~8cm/Sec都属正常,只要是能保证施工效果就好。同时刮胶速度和线路板状况也有很大关联。
刮胶压力也会根据GDSOLID红胶粘度有所调整,实际操作以刮刀刮过后能把钢网上的红胶刮干净为准。
刮胶常见故障分析:
红胶在印刷前,通常会搅拌一下,以降低其粘度,便于施工。在施工过程中,要经常清洁钢网。
a.溢胶:由于胶水粘度太低或钢网缝宽太大引起。
b.机刮时胶不掉下刮刀:可能是由于刮刀表面过于粗糙或红胶比重太低;或者是环境温度过低;红胶触变指数过高等。
c.胶量过小:通常是钢网缝宽太小或钢网不清洁,已堵孔。
d.红胶坍塌:是由于红胶触变性差;或是吸潮速度太快。
掉件处理:
红胶作用是在过波峰焊时使元件不掉下来,但是任何一种红胶,都会产生掉片,只要是掉片率(以元件数计算)在5-8‰以内,都属正常。一旦掉片率过高,我们首先会测推力(粘接强度),如果推力不够,可能是以下几种原因:
(1) 红胶品质不好;
(2)胶量不足(可以把钢网缝宽加大;钢网下贴美纹胶加大胶的厚度;增大点胶压力;更换针嘴;或人工补胶);
(3)红胶固化不充分(此时应调高炉温);
(4)PCB板上绿油附着力太差,明显标志是推力不大,已推掉元件,但红胶并未断裂,而绿油已脱离PCB,露出铜面,这种情况在气温低及梅雨季节时尤多。
在粘接强度足够大的时候,掉片率过高可能是以下几种原因:
(1)元件本身问题,如玻璃二极管上油墨不耐温,IC上有脱模剂等;
(2)线路板设计不恰当,如大板将高电容设计在中心位置;
(3)波峰焊设置不当。
GDSOLID 不仅提供高性能红胶,更支持:
定制化粘度/固化曲线匹配您的产线;
免费打样与工艺验证服务;
符合 RoHS、REACH、无卤要求,助力全球市场准入。
立即联系 GDSOLID 技术团队,获取《消费电子 SMT 粘接解决方案白皮书》,或申请免费样品试用,让您的制造更精准、更高效、更可靠