一、行业痛点:印刷型红胶的工艺困境
在SMT生产中,红胶工艺主要用于波峰焊前固定底面元件、或双面回流焊时固定底面小元件。其中,网板印刷是红胶施布的主要方式之一,尤其适合大批量、高密度的生产场景。
然而,印刷型红胶在实际生产中长期面临三组核心痛点:
痛点1:下胶困难与堵网
红胶通过钢网开孔转移到PCB上,这一过程对胶体的流变特性要求极高。
| 现象 | 具体表现 | 连锁影响 |
|---|
| 下胶不足 | 刮刀过后,钢网开孔处胶量填充不满 | 胶点偏小,推力不足 |
| 堵网 | 胶体卡在开孔内无法释放 | 频繁停机擦网,影响产能 |
| 胶量不均 | 同一片板上胶点大小差异大 | 推力一致性差 |
根本原因:红胶的粘度与触变性未能与印刷速度、钢网开孔设计匹配。粘度过高→下胶困难;触变性不足→静止时塌陷或印刷时拖尾。
痛点2:拉丝、拖尾与溢胶
拉丝不仅影响胶点外观,更可能污染相邻焊盘,导致后续焊接不良。
| 现象 | 具体表现 | 连锁影响 |
|---|
| 拉丝/拖尾 | 钢网抬起后,胶点与钢网之间有细丝相连 | 胶丝落在非目标区域 |
| 溢胶 | 胶点超出设计范围,摊开面积过大 | 可能污染焊盘,影响锡膏焊接 |
根本原因:脱模速度、红胶温度、钢网孔壁光洁度三者配合不佳。
痛点3:固化后推力不足与掉件
红胶的核心功能是将元件固定在PCB上,以承受波峰焊的冲击或双面回流的高温。推力不足直接导致掉件,是红胶工艺最严重的失效模式。
| 现象 | 具体表现 | 连锁影响 |
|---|
| 推力低于规格 | 元件受外力即脱落 | 波峰焊时大批量掉件 |
| 固化不完全 | 胶体内部未充分交联 | 粘接强度仅达设计值的30–50% |
| 老化掉件 | 存放一段时间后推力衰减 | 成品出货后出现可靠性问题 |
根本原因:固化温度或时间不足、红胶过期或储存不当、基材表面污染。
痛点4:PCB表面施胶后必须4小时内贴片过炉
这是一个容易被忽视的时间窗口约束:
根据GD6008 TDS:PCB板若已施胶(点胶或网板漏印刷胶),必须在4小时内贴片并过回流焊完成组装。
超时未固化,红胶可能吸收空气中湿气或发生表面结皮,导致粘接力下降。这对生产排程提出了明确要求:印刷/点胶后,贴片和回流必须在4小时内完成。
二、应用案例:从频繁堵网、推力不足到稳定量产
某中型SMT代工厂,主要生产电源管理板、LED驱动板等产品,红胶工艺用于波峰焊前固定底面SMD元件(0603电容电阻、SOT-23封装器件)。
该厂使用某品牌印刷型红胶,长期受困于以下问题:
堵网频率高:每印刷20–30块板就需要停机擦网,单班次擦网超过10次
拉丝严重:胶点之间常有细丝连接,波峰焊后出现焊点污染
推力不足:批量生产中推力测试值波动大,部分胶点推力仅为要求值的60%
掉件率约2%:波峰焊后总有元件脱落,需要人工补焊
这些问题导致产线综合效率仅约70%,月均返修工时超过40小时。
解决过程
该工厂与材料供应商展开联合调试,主要变更包括:
第 一 步:更换红胶型号
从原用红胶更换为宣城固德GD6008 印刷型红胶。GD6008的关键特性包括:
第二步:优化钢网开孔设计
| 调整项 | 原设计 | 优化后 |
|---|
| 开孔形状 | 圆形 | 圆形(保持不变) |
| 开孔直径 | 0.25mm | 0.30mm |
| 钢网厚度 | 0.15mm | 0.15mm(不变) |
| 宽厚比 | 1.67 | 2.0 |
开孔直径从0.25mm增至0.30mm后,下胶阻力降低,堵网频率明显下降。
第三步:调整印刷参数
| 参数 | 原设置 | 调整后 |
|---|
| 印刷速度 | 60 mm/s | 45 mm/s |
| 刮刀压力 | 2.5 kg | 4.0 kg |
| 脱模速度 | 2.0 mm/s | 0.8 mm/s |
| 擦网频率 | 每20–30板 | 每100板 |
降低印刷速度、增加刮刀压力后,钢网开孔填充更饱满;降低脱模速度后,拉丝问题基本消失。
第四步:校准固化炉温
实测板面温度发现:原有固化设置下,PCB板面实际温度比炉子显示值低约15℃。
| 项目 | 原设定 | 实测 | 调整后设定 |
|---|
| 峰值温度设定 | 150℃ | 135℃ | 170℃ |
| 板面达到150℃以上时间 | 约2分钟 | — | 4.5分钟 |
GD6008推荐固化曲线
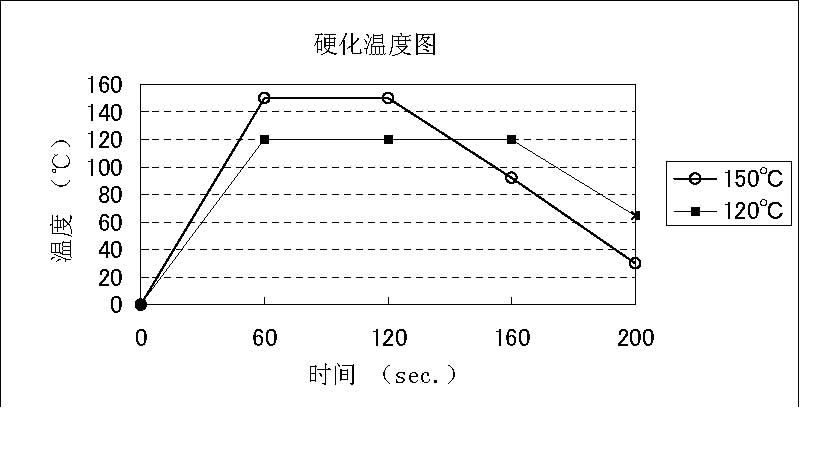
图:GD6008推荐固化温度曲线(板面温度150℃×3–5分钟,最 高不超过180℃)
调整后,实测板面温度曲线与上图基本吻合:板面达到150℃以上持续时间约4.5分钟,满足GD6008的固化要求(150℃×3–5分钟),且峰值温度未超过180℃上限。
推力测试随即从原35N左右提升至50N以上,达到合格标准。
第五步:建立操作规范
结果
经过上述调整,连续生产2周(约5000片板)后,关键指标变化如下:
| 指标 | 原工艺 | 调整后 |
|---|
| 堵网频率 | 每20–30板一次 | 每100板以上一次 |
| 拉丝/拖尾不良率 | 约5% | < 0.3% |
| 推力测试(0603电容) | 25–35N(波动大) | 45–55N(稳定) |
| 波峰焊掉件率 | 约2% | < 0.1% |
| 产线综合效率 | 约70% | 约88% |
| 月均返修工时 | 40+小时 | 约5小时 |
该工厂后续将GD6008纳入其SMT红胶工艺的标准物料清单,并推广至其他三条产线。
案例经验总结
从该案例中可以提炼出几条可复用的经验:
堵网的根源往往是“参数与胶水特性的错配”,而非胶水本身不好。更换红胶后配合开孔和印刷参数优化,才使堵网问题真正缓解。
推力不足的第一排查项是固化温度。炉子显示温度不等于板面温度,必须用炉温测试仪实测校准。
拉丝问题80%与脱模速度和红胶回温有关。降低脱模速度+确保完全回温,多数拉丝可解决。
4小时时间窗口是刚性的。印刷后若不能及时贴片过炉,应暂缓印刷,否则红胶吸潮后推力会明显下降。
三、技术特性参考:GD6008的关键参数
以下数据来源于GD6008产品TDS及JIS标准测试,供工艺工程师在选型和调试时参考。
固化前特性
| 参数 | 实测值 | 说明 |
|---|
| 外观 | 红色糊状 | 便于目视检查胶点位置 |
| 成份 | 环氧树脂 | 单组份,无需混合 |
| 粘度(25℃) | 85 Pa·s | 适合网板印刷工艺 |
| 触变指数 | 6.8(1rpm/10rpm) | 高触变,印刷时稀、静止时稠 |
| 比重 | 1.25 | — |
接着强度(关键指标)
| 施胶方式 | 推力值 | 对应元件参考 |
|---|
| 0.2mg twin(双胶点) | ≥45N(约4.6kgf) | 0603电容电阻 |
| 0.3mg twin(双胶点) | ≥92N(约9.4kgf) | SOP/IC |
| 0.8mg single×2 | — | 大型元件 |
固化后特性
| 参数 | 实测值 |
|---|
| 玻璃转化温度(Tg) | 125℃ |
| 硬度(Shore D) | 89 |
| 抗拉强度 | 5,200 psi |
| 体积阻抗系数 | 3.6×10¹⁶ Ω·cm |
| 收缩率 | 0.8% |
固化条件
| 条件类型 | 推荐参数 |
|---|
| 方案A | 板面温度达120℃后,5–8分钟 |
| 方案B | 板面温度达150℃后,3–5分钟 |
| 最高温度 | 不超过180℃ |
| 8温区参考设置 | 120 / 140 / 160 / 190 / 190 / 190 / 180 / 170℃,带速80–100 cm/min |
储存与操作规范
| 项目 | 要求 |
|---|
| 储存温度 | 2–10℃ 冰箱保存 |
| 有效期 | 生产之日起6个月 |
| 回温条件 | 25℃±3℃,密封回温≥2小时,禁止加热平台加速 |
| 施胶后窗口期 | 4小时内完成贴片并过炉固化 |
| 非针筒包装 | 使用前真空脱泡10分钟 |
环保与安全
结语
红胶印刷工艺的堵网、拉丝、推力不足等问题,并非不可逾越的障碍。从上述案例可以看出,系统性的解决方法包括:
选用与工艺匹配的红胶:印刷型红胶必须具备高触变性(触变指数>6)和稳定的粘度
优化钢网开孔设计:宽厚比≥1.5,必要时增加开孔直径
精细化印刷参数:速度、压力、脱模速度三者配合
实测固化温度:以板面温度为准,不依赖设备显示值
建立操作规范:回温、脱泡、4小时窗口期缺一不可
对于正在受困于红胶工艺异常的生产线,建议从“实测炉温”和“红胶回温”两个最容易忽略的环节入手排查——这两项往往能解决60%以上的问题。
(本文技术参数依据(GD6008)产品TDS及JIS标准测试;案例数据来源于生产实践总结,经脱敏处理。SGS报告及SDS可另行索取。)